| Fault Code | Fault Icon | Fault LED | Description | Solutions |
|---|
| 0-11-0 |
|

Flashes Yellow
|
The remote control operating mode is incorrect or not permitted for the installed cartridge.
The permitted operating modes for cutting cartridges are 1 (Cut mode) and 2 (Expanded Metal mode). The permitted operating mode for a gouging cartridge is 3 (Gouge mode).
|
These fault codes do not stop the system from operating. Hypertherm recommends that you do the following. There is a problem with the remote control or the software interface to the system. The system cannot interpret the operating mode, output current, or gas pressure information coming
from the controller.
• Examine the programming code for incorrect process variables.
• Repair the controller.
|
| 0-11-1 |
|
Flashes Yellow
|
The remote control output current (A) is incorrect or not permitted for the installed cartridge. The permitted values relate to the minimum and maximum output current (A) for the plasma power supply and the installed cartridge.
|
See above |
| 0-11-2 |
|
Flashes Yellow
|
The remote control gas pressure is incorrect or not permitted. The permitted gas pressure relates to the selected process and operating mode, and to the installed torch, torch lead, and cartridge. |
See above |
| 0-12-1 |
|
Flashes Yellow
|
The gas pressure output is low.
|
These fault codes do not stop the system from operating. Hypertherm recommends that you do the following.
• For 0-12-1 faults, increase the inlet gas pressure from the gas supply source. For optimum system performance, make sure that the inlet gas pressure stays between 7.6 bar – 8.3 bar (110 psi – 120 psi) while gas is flowing. For minimum inlet pressure specifications, refer to page 57 of the operator manual.
• Never exceed the maximum gas pressure of 9.3 bar (135 psi). Refer to Inlet gas pressure requirements (while gas is flowing) on page 57 of the operator manual.
• Make sure that none of the gas lines are kinked or blocked.
• Do a gas test to see if the plasma power supply’s actual output gas pressure is lower than the set pressure by more than an acceptable quantity. Refer to Do a gas test on page 151 of the operator manual.
• Have a qualified service technician examine the solenoid valve inside the plasma power supply. Speak to your distributor or authorized repair facility (Welders Supply)
|
| 0-12-2 |
|
Flashes Yellow
|
The gas pressure output is high.
|
See above |
| 0-12-3 |
|
Flashes Yellow
|
The gas pressure output is not stable. |
See above |
| 0-13-0 |
|

Yellow

Flashes Green
Flashes Yellow
|
The alternating current (AC) input power is not stable.
|
This fault code does not stop the system from operating. In some conditions, the system can operate at a decreased capacity. Hypertherm recommends that you do the following.
• Do a cold restart.
• If applicable, disconnect the system from generator power. Refer to Troubleshoot power-related problems with generators on page 148 of the operator manual.
• If you continue to get this fault, have an electrical technician correct the power source. Refer to page 38 of the operator manual.
|
| 0-14-0 |
|
Yellow
Flashes Yellow
|
There is a problem with the cartridge installation.
|
This fault shows when you install a cartridge, and it cannot send data to the plasma power supply. This fault code stops the system from operating.
Do one of the following:
• Set the torch-lock switch to the yellow lock (X) position and then back to the green “ready to fire” (✓) position.
• Do a quick restart.
• Install the cartridge again. Electrical noise can cause a bad data connection. For example, high frequency electrical noise from TIG welders can cause interference. Keep electrical noise in the work area as low as possible. If you do not remove this fault code, the system automatically adjusts the following settings to prevent possible damage to the workpiece and cartridge:
• It sets the output current to 45 A.
• It sets the operating mode to Cut mode.
• It sets the output gas pressure to cut pressure.
If necessary, you can manually change these settings to cut without a data connection.
|
| 0-14-1 |
 |
Flashes Yellow
|
The cartridge is not recognized.
|
This fault shows when a cartridge cannot send data to the plasma power supply for some reason. This fault code does not stop the system from operating.
• When this fault occurs, you can continue to cut or gouge, but you must set the output current (A) and the operating mode manually. Also, the system cannot collect data about the Hypertherm cartridge.
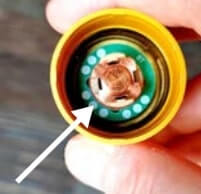
• Lightly blow air into the cartridge to remove all dust or other contamination. Install the cartridge again.
• Make sure that the green ring inside the cartridge is not broken.
|
| 0-19-9 |
|
Yellow
Flashes Yellow
|
The input power stopped. Or, power PCB hardware protection occurred for components in the plasma power supply.
|
This fault code stops the system from operating.
Do the following.
• This fault can be the result of electrical noise. Wait for the fault to go away, and continue to cut.
• If you use serial communications, this fault can occur temporarily on the CNC when you set the plasma power supply to
OFF (O). Wait for 1 minute for the fault to go away on its own.
• If this fault continues to occur, it can identify a possible hardware fault with an internal component., and you can see a A hardware fault shows as a 1-nn-n, 2-nn-n, or 3-nn-n fault code. A qualified service technician must repair the system. Speak to your distributor or authorized repair facility (Welders Supply).
|
| 0-20-0 |
 |
Yellow
|
The gas pressure is lower than the minimum pressure for the selected process, operating mode, torch, lead length, and Hypertherm cartridge type.
|
This fault code does not stop the system from operating. Do the following.
• Examine all the connections for the input gas supply. Make sure that there are no leaks or loose connections.
• Make sure that the incoming gas supply hose has an internal diameter of 10 mm (3/8 inch) or greater if the hose is less than 15 m (50 feet). For hoses that are 15 m – 30 m (50 feet – 100 feet), use an internal diameter of 13 mm (1/2 inch) or greater.
• Make sure that there is sufficient inlet gas pressure from the gas supply source. Refer to Inlet gas pressure requirements (while gas is flowing) on page 57 of the operator manual.
• Manually adjust the gas pressure on the plasma power supply. Refer to page 74 of the operator manual.
• Do a gas test to see if the plasma power supply’s actual output gas pressure is lower than the set pressure by more than an acceptable quantity. Refer to page 151 of the operator manual.
• If there is no apparent problem with the inlet gas supply, examine the air filter bowl and air filter element in the plasma power supply. Clean or replace as necessary. Refer to page 177 of the operator manual.
• If you continue to get this fault condition, have an authorized service technician examine the system. Speak to your distributor or authorized repair facility (Welders Supply).
|
| 0-21-0 |

|
Yellow
Yellow
|
The gas flow stopped during cutting (an excessive change to arc voltage occurred).
|
This fault code stops the system from operating. The fault code goes away the next time that you fire the torch unless there is a condition that prevents the torch from firing, such as a kink or blockage in the torch lead. Do the following.
• Make sure that the correct gas inlet pressure is available.
• Make sure that none of the gas lines are kinked or blocked.
• Make sure that the torch lead is not leaking. Also make sure that it is not kinked or twisted.
• Install a new Hypertherm cartridge.
• For mechanized applications, lock out the torch height control.
|
| 0-22-0 |
|
Yellow
Yellow
|
There is no gas supply input.
|
This fault code stops the system from operating. The fault code goes away when you connect the gas supply to the plasma power supply unless there is a blockage in the gas line. Do the following.
• Make sure that the input gas supply is connected correctly to the plasma power supply.
• Examine all the connections for the input gas supply. Make sure that there are no blockages in the gas line. Make sure that there are no leaks or loose connections.
• Restart the plasma power supply.
|
| 0-30-0 |
|
Yellow
Yellow
|
There is a torch stuck open (TSO) condition.
The nozzle and electrode components inside the Hypertherm cartridge are not touching after a Start signal is received.
|
These fault codes stop the torch from firing a plasma arc. In some conditions, you can fire the torch again and continue to cut.
If the fault occurred when you first installed the cartridge and tried to fire the torch, do the following:
• If the Hypertherm cartridge became loose or was removed while the plasma power supply was ON and the torch-lock switch
was set to the green “ready to fire” position (✓), set the power switch on the plasma power supply to OFF (O), correct the problem, and set the power switch to ON (I) to remove the fault.
• Examine the Hypertherm cartridge. Make sure that it is not worn or damaged. Refer to Signs that a cartridge is near end-of-life on page 107 and Cartridge maintenance on page 176 of the operator manual.
• Hand torch: Move the torch-lock switch to the yellow lock (X) position, then move the torch-lock switch to the green “ready to fire” (✓) position. Fire the torch 1 time to get the warning puffs of air. This can clean away unwanted material that has collected around the tip of the cartridge.
• Remove the cartridge and carefully shake it to remove unwanted material that has collected inside the cartridge. This material can cause 0-30-0 faults to occur. A higher rate of 0-30-0 faults is typical as a cartridge gets near end-of-life.
• Install a new Hypertherm cartridge.
If the fault occurred during postflow or during a cut, do the following:
• Examine the gas line. Refer to Examine the gas pressure on page 126 and Examine the gas quality on page 127 of the operator manual.
• If the Hypertherm cartridge is in good condition and is installed correctly, the torch has possible damage. Speak to your
distributor or authorized repair facility.Examine the torch for damage and for conditions that can prevent correct gas
flow. Refer to Troubleshoot 0-30-0 fault codes that occur during postflow on page 149 of the operator manual.
|
| 0-30-1 |
|
Yellow
Yellow
|
There is a torch stuck closed (TSC) condition.
The nozzle and electrode components inside the Hypertherm cartridge will not disconnect from each other after a Start signal is received.
|
See above |
| 0-32-0 |
|
Yellow

Red
|
The system sensed that the cartridge in use is at end-of-life.
|
This fault code stops the system from operating. Install a new cartridge to remove the fault condition.
• If you restart the plasma power supply and try to use the same cartridge, the 0-32-1 fault code shows to remind you that the cartridge is at end-of-life. Hypertherm strongly recommends that you install a new cartridge. Refer to When to replace
the cartridge (fault code 0-32-n) on page 80 of the operator manual.
|
| 0-32-1 |
![]()
|






 1 1/4" Cut Capacity
1 1/4" Cut Capacity Three Phase
Three Phase Multi-Voltage
Multi-Voltage 25' Lead
25' Lead 75° Hand Torch
75° Hand Torch 6-year Power Warranty
6-year Power Warranty First Time Student Rebate
First Time Student Rebate

 System Information and Applications
System Information and Applications