Introducing the Powermax85 SYNC™, a cutting-edge professional-grade air plasma cutter that takes system operation for cutting and gouging tasks up to 1″ (25 mm) to new heights. With advanced features such as automated system process setup via RFID-enabled SmartSYNC™ torches and a revolutionary single-piece cartridge consumable providing trackable utilization data, the Powermax85 SYNC™ ensures exceptional productivity and efficiency.
Equipped with the Powermax85 SYNC™ power supply (featuring a CPC port), this next-generation cutter offers seamless integration and enhanced connectivity with a wide range of devices and accessories. The 180-degree machine torch enables precise cutting and gouging from any angle. Its flexible design allows for superior maneuverability, ensuring outstanding results even in challenging positions.
With a 25 ft lead, the Powermax85 SYNC™ provides ample reach, giving you the freedom to move comfortably in your workspace. This eliminates the need for frequent repositioning, allowing for uninterrupted workflow and increased efficiency. The revolutionary single-piece cartridge consumable not only delivers exceptional cutting and gouging results but also provides valuable utilization data for efficient resource planning.
Shop 85 SYNC consumables, a revolutionary new way to replace consumable parts with ease.
Drag cutting - For dragging the torch directly across the workpiece
Fine feature cutting - For narrow kerf width with minimal dross and heat-affected zone
Flush cutting - For cutting closer to base materials using a 45 degree
Max control gouging - For precise metal removal, shallower gouge profiles and light metal washing
Max removal gouging - For aggressive metal removal, deep gouge profiles, and extreme metal washing
Mechanized cutting - For portable automation and table cutting
Benefits of Powermax85 SYNC
Easy to use
Cartridges are easy to identify by process with clear laser marking and color coding to eliminate part mix-ups.
RFID-enabled SmartSYNC™ torches and cartridges automatically set the correct amperage and operating mode, eliminating setup errors.
End-of-life consumable detection eliminates the uncertainty of knowing when to change the cartridge.
Less operator fatigue when using hand torches with our new flexible lead. The lead has the same robustness of our previous lead jacket material and will also be used on robotic torches.
Minimize operation costs
Simplified system operation minimizes the time and costs spent on training and troubleshooting.
Reductions to downtime during consumable change-outs and elimination of costs associated with premature disposal of consumable parts.
Cartridge usage data provides valuable insights for improving cutting operations and consumable inventory management.
3 color cartridges
Maximize performance
Tackle a wide range of jobs with easily interchangeable torch styles and application specific cartridges for various types of cutting and gouging.
Optimized cartridge consumable design provides up to twice the life for handheld cutting and improved quality over life in mechanized setups compared to standard consumables.
Time-saving hand torch controls allow the operator to adjust the amperage on the fly, change cartridges and applications without returning to the power supply.
Industry-leading reliability
SmartSYNC™ torches are engineered for rugged, industrial environments.
SpringStart™ technology ensures consistent starting and a more reliable torch.
Industry-leading reliability reduces production downtime.
Try these accessories with your new Powermax85 SYNC plasma cutter:
Hypertherm Powermax85 SYNC Error Codes and Troubleshooting
Fault Code
Fault Icon
Fault LED
Description
Solutions
0-11-0
Flashes Yellow
The remote control operating mode is incorrect or not permitted for the installed cartridge.
The permitted operating modes for cutting cartridges are 1 (Cut mode) and 2 (Expanded Metal mode). The permitted operating mode for a gouging cartridge is 3 (Gouge mode).
These fault codes do not stop the system from operating. Hypertherm recommends that you do the following. There is a problem with the remote control or the software interface to the system. The system cannot interpret the operating mode, output current, or gas pressure information coming from the controller.
• Examine the programming code for incorrect process variables.
• Repair the controller.
0-11-1
Flashes Yellow
The remote control output current (A) is incorrect or not permitted for the installed cartridge. The permitted values relate to the minimum and maximum output current (A) for the plasma power supply and the installed cartridge.
See above
0-11-2
Flashes Yellow
The remote control gas pressure is incorrect or not permitted. The permitted gas pressure relates to the selected process and operating mode, and to the installed torch, torch lead, and cartridge.
See above
0-12-1
Flashes Yellow
The gas pressure output is low.
These fault codes do not stop the system from operating. Hypertherm recommends that you do the following.
• For 0-12-1 faults, increase the inlet gas pressure from the gas supply source. For optimum system performance, make sure that the inlet gas pressure stays between 7.6 bar – 8.3 bar (110 psi – 120 psi) while gas is flowing. For minimum inlet pressure specifications, refer to page 57 of the operator manual.
• Never exceed the maximum gas pressure of 9.3 bar (135 psi). Refer to Inlet gas pressure requirements (while gas is flowing) on page 57 of the operator manual.
• Make sure that none of the gas lines are kinked or blocked.
• Do a gas test to see if the plasma power supply’s actual output gas pressure is lower than the set pressure by more than an acceptable quantity. Refer to Do a gas test on page 151 of the operator manual.
• Have a qualified service technician examine the solenoid valve inside the plasma power supply. Speak to your distributor or authorized repair facility (Welders Supply)
0-12-2
Flashes Yellow
The gas pressure output is high.
See above
0-12-3
Flashes Yellow
The gas pressure output is not stable.
See above
0-13-0
Yellow
Flashes Green
Flashes Yellow
The alternating current (AC) input power is not stable.
This fault code does not stop the system from operating. In some conditions, the system can operate at a decreased capacity. Hypertherm recommends that you do the following.
• Do a cold restart.
• If applicable, disconnect the system from generator power. Refer to Troubleshoot power-related problems with generators on page 148 of the operator manual.
• If you continue to get this fault, have an electrical technician correct the power source. Refer to page 38 of the operator manual.
0-14-0
Yellow
Flashes Yellow
There is a problem with the cartridge installation.
This fault shows when you install a cartridge, and it cannot send data to the plasma power supply. This fault code stops the system from operating.
Do one of the following:
• Set the torch-lock switch to the yellow lock (X) position and then back to the green “ready to fire” (✓) position.
• Do a quick restart.
• Install the cartridge again. Electrical noise can cause a bad data connection. For example, high frequency electrical noise from TIG welders can cause interference. Keep electrical noise in the work area as low as possible. If you do not remove this fault code, the system automatically adjusts the following settings to prevent possible damage to the workpiece and cartridge:
• It sets the output current to 45 A.
• It sets the operating mode to Cut mode.
• It sets the output gas pressure to cut pressure.
If necessary, you can manually change these settings to cut without a data connection.
0-14-1
Flashes Yellow
The cartridge is not recognized.
This fault shows when a cartridge cannot send data to the plasma power supply for some reason. This fault code does not stop the system from operating.
• When this fault occurs, you can continue to cut or gouge, but you must set the output current (A) and the operating mode manually. Also, the system cannot collect data about the Hypertherm cartridge.
• Lightly blow air into the cartridge to remove all dust or other contamination. Install the cartridge again.
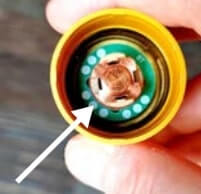
• Make sure that the green ring inside the cartridge is not broken.
0-19-9
Yellow
Flashes Yellow
The input power stopped. Or, power PCB hardware protection occurred for components in the plasma power supply.
This fault code stops the system from operating.
Do the following.
• This fault can be the result of electrical noise. Wait for the fault to go away, and continue to cut.
• If you use serial communications, this fault can occur temporarily on the CNC when you set the plasma power supply to OFF (O). Wait for 1 minute for the fault to go away on its own.
• If this fault continues to occur, it can identify a possible hardware fault with an internal component., and you can see a A hardware fault shows as a 1-nn-n, 2-nn-n, or 3-nn-n fault code. A qualified service technician must repair the system. Speak to your distributor or authorized repair facility (Welders Supply).
0-20-0
Yellow
The gas pressure is lower than the minimum pressure for the selected process, operating mode, torch, lead length, and Hypertherm cartridge type.
This fault code does not stop the system from operating. Do the following.
• Examine all the connections for the input gas supply. Make sure that there are no leaks or loose connections.
• Make sure that the incoming gas supply hose has an internal diameter of 10 mm (3/8 inch) or greater if the hose is less than 15 m (50 feet). For hoses that are 15 m – 30 m (50 feet – 100 feet), use an internal diameter of 13 mm (1/2 inch) or greater.
• Make sure that there is sufficient inlet gas pressure from the gas supply source. Refer to Inlet gas pressure requirements (while gas is flowing) on page 57 of the operator manual.
• Manually adjust the gas pressure on the plasma power supply. Refer to page 74 of the operator manual.
• Do a gas test to see if the plasma power supply’s actual output gas pressure is lower than the set pressure by more than an acceptable quantity. Refer to page 151 of the operator manual.
• If there is no apparent problem with the inlet gas supply, examine the air filter bowl and air filter element in the plasma power supply. Clean or replace as necessary. Refer to page 177 of the operator manual.
• If you continue to get this fault condition, have an authorized service technician examine the system. Speak to your distributor or authorized repair facility (Welders Supply).
0-21-0
Yellow
Yellow
The gas flow stopped during cutting (an excessive change to arc voltage occurred).
This fault code stops the system from operating. The fault code goes away the next time that you fire the torch unless there is a condition that prevents the torch from firing, such as a kink or blockage in the torch lead. Do the following.
• Make sure that the correct gas inlet pressure is available.
• Make sure that none of the gas lines are kinked or blocked.
• Make sure that the torch lead is not leaking. Also make sure that it is not kinked or twisted.
• Install a new Hypertherm cartridge.
• For mechanized applications, lock out the torch height control.
0-22-0
Yellow
Yellow
There is no gas supply input.
This fault code stops the system from operating. The fault code goes away when you connect the gas supply to the plasma power supply unless there is a blockage in the gas line. Do the following.
• Make sure that the input gas supply is connected correctly to the plasma power supply.
• Examine all the connections for the input gas supply. Make sure that there are no blockages in the gas line. Make sure that there are no leaks or loose connections.
• Restart the plasma power supply.
0-30-0
Yellow
Yellow
There is a torch stuck open (TSO) condition.
The nozzle and electrode components inside the Hypertherm cartridge are not touching after a Start signal is received.
These fault codes stop the torch from firing a plasma arc. In some conditions, you can fire the torch again and continue to cut.
If the fault occurred when you first installed the cartridge and tried to fire the torch, do the following:
• If the Hypertherm cartridge became loose or was removed while the plasma power supply was ON and the torch-lock switch was set to the green “ready to fire” position (✓), set the power switch on the plasma power supply to OFF (O), correct the problem, and set the power switch to ON (I) to remove the fault.
• Examine the Hypertherm cartridge. Make sure that it is not worn or damaged. Refer to Signs that a cartridge is near end-of-life on page 107 and Cartridge maintenance on page 176 of the operator manual.
• Hand torch: Move the torch-lock switch to the yellow lock (X) position, then move the torch-lock switch to the green “ready to fire” (✓) position. Fire the torch 1 time to get the warning puffs of air. This can clean away unwanted material that has collected around the tip of the cartridge.
• Remove the cartridge and carefully shake it to remove unwanted material that has collected inside the cartridge. This material can cause 0-30-0 faults to occur. A higher rate of 0-30-0 faults is typical as a cartridge gets near end-of-life.
• Install a new Hypertherm cartridge.
If the fault occurred during postflow or during a cut, do the following:
• Examine the gas line. Refer to Examine the gas pressure on page 126 and Examine the gas quality on page 127 of the operator manual.
• If the Hypertherm cartridge is in good condition and is installed correctly, the torch has possible damage. Speak to your distributor or authorized repair facility.Examine the torch for damage and for conditions that can prevent correct gas flow. Refer to Troubleshoot 0-30-0 fault codes that occur during postflow on page 149 of the operator manual.
0-30-1
Yellow
Yellow
There is a torch stuck closed (TSC) condition.
The nozzle and electrode components inside the Hypertherm cartridge will not disconnect from each other after a Start signal is received.
See above
0-32-0
Yellow
Red
The system sensed that the cartridge in use is at end-of-life.
This fault code stops the system from operating. Install a new cartridge to remove the fault condition.
• If you restart the plasma power supply and try to use the same cartridge, the 0-32-1 fault code shows to remind you that the cartridge is at end-of-life. Hypertherm strongly recommends that you install a new cartridge. Refer to When to replace the cartridge (fault code 0-32-n) on page 80 of the operator manual.
Q - Can I still purchase legacy Powermax85 plasma cutters?A - No, legacy Powermax85 systems have been discontinued by Hypertherm and new machines will not be produced.
Q - Does the Powermax85 SYNC qualify for any deals or rebates?A - Yes, Hypertherm offers a $400 rebate for all new Powermax85 SYNC machines.
Q - How can Welders Supply help reduce the cost of ownership for Powermax SYNC plasma cutters?A - Improper plasma cutter use can cost thousands in repairs and replacement costs. Welders Supply offers equipment safety training for employees and preventative maintenance & repair services to protect your investment. Through our vendor managed inventory (VMI) programs, you'll never face costly downtimes while you wait for new consumable parts to arrive.
Q - Which SmartSYNC consumables work with the Powermax85 #087189?A - Any 30A - 85A drag cutting, FineCut, max removal, max control gouging and FlashCut hand cutting comsumables. Machanized consumables are compatible only while using a mechanized SmartSYNC torch. This machine will not work with cartridges rated over 85A.
Q - Will the Powermax85 SYNC #087189 work with a CNC machine?A - Yes! This Powermax85 SYNC unit is compatible with CNC machines through its CPC port connection.
Q - Will the Powermax85 SYNC #087189 work with legacy Powermax85 lead cables?A - No. Powermax85 SYNC machines only work with new SmartSYNC torches.
Have a question about this product? Submit your question using the form below

























 1" Cut Capacity
1" Cut Capacity Multiphase
Multiphase 25' Lead
25' Lead 180° Machine Torch
180° Machine Torch CPC Port
CPC Port 6-year Power Warranty
6-year Power Warranty First Time Student Rebate
First Time Student Rebate

 System Information and Applications
System Information and Applications